

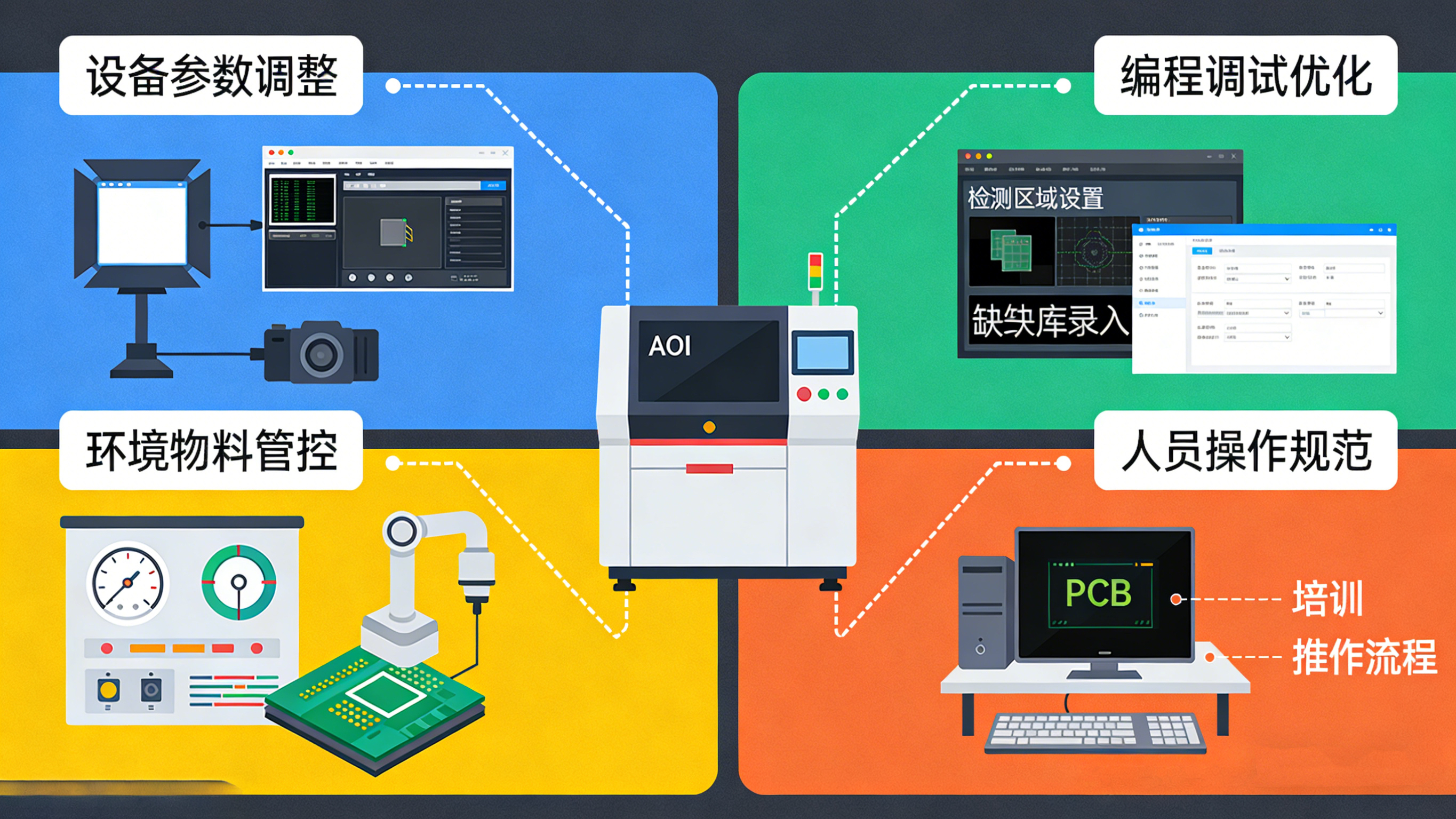
在表面贴装技术(SMT)量产过程中,自动光学检测(AOI)作为焊膏印刷、贴装、回流焊后最重要的质量检测环节,承担着“筛查缺陷、把控良率”的核心职责。AOI凭借高效、精准、连续检测的优势,可快速识别焊点虚焊、桥连、元件偏移、漏贴、极性反等常见缺陷,大幅减少人工检测的工作量,降低人为误判风险。但在实际生产中,很多SMT企业都会遇到AOI频繁误判、漏检的问题——将合格产品判定为不良(误判),导致不必要的返工浪费;将存在缺陷的产品判定为合格(漏检),导致不良品流入下道工序甚至市场,既增加生产成本,又损害企业口碑。本文将系统分析AOI误判、漏检的核心成因,从设备参数调整、编程调试优化、环境与物料管控、人员操作规范四大核心方面,详细阐述具体的调整优化方法,结合生产实操场景给出可落地的解决方案,帮助企业提升AOI检测准确率,降低质量风险。
一、AOI误判、漏检的核心成因(先找根源,再做优化)
AOI误判、漏检并非单一因素导致,本质是“检测系统与生产实际不匹配”,具体可归纳为四大类:一是设备核心参数设置不合理,导致图像采集不清晰、缺陷判定标准偏差;二是编程调试不到位,未结合产品特性优化检测规则,对复杂缺陷识别能力不足;三是环境、物料因素干扰,影响图像采集质量,导致检测失真;四是人员操作不规范,编程、调试、维护流程混乱,加剧误判、漏检。
其中,误判与漏检的成因各有侧重:误判多源于“判定标准过严”“参数设置偏差”“环境干扰”,导致合格产品被误判为不良,比如将轻微的焊膏不均、元件微小偏移(未超出标准)判定为缺陷;漏检则多源于“判定标准过松”“编程覆盖不全”“图像采集模糊”,导致严重缺陷未被识别,比如隐性虚焊、元件极性反、微小桥连等。只有先明确具体成因,才能针对性调整优化,避免盲目操作。
二、核心优化方向一:设备参数调整(最基础、最易见效)
AOI的检测精度,首先取决于图像采集质量和缺陷判定参数,这也是调整优化的第一步,重点优化光源、相机、判定阈值三大核心参数,确保图像清晰、判定标准贴合实际生产。
其一,优化光源参数,解决图像采集模糊问题。光源是AOI图像采集的“眼睛”,光源亮度、角度、颜色设置不合理,会导致元件、焊点轮廓不清晰、对比度不足,进而引发误判、漏检。不同类型的缺陷、不同封装的元件,对光源的要求不同:比如检测焊点虚焊、空洞时,需选用高亮度的同轴光源,突出焊点的平整度和光泽度,便于识别焊点凹陷、无焊膏等缺陷;检测元件偏移、漏贴时,需选用环形光源,调整光源角度(通常为45°),增强元件与PCB板的对比度,清晰捕捉元件轮廓;检测细间距元件(如QFP、BGA)时,需选用多色光源(红色、绿色、蓝色),区分元件引脚与焊膏,避免引脚遮挡导致的漏检。
同时,需根据PCB板的颜色、材质调整光源亮度:深色PCB板需适当提高亮度,避免图像过暗;浅色PCB板需适当降低亮度,避免反光导致的图像失真。此外,定期清洁光源镜头和PCB板表面,去除灰尘、焊膏残留,也能提升图像采集清晰度——若光源镜头有污渍,会导致图像模糊、出现光斑,进而引发误判。
其二,调整相机参数,提升图像分辨率与采集速度匹配度。AOI相机的分辨率、采集速度的参数,需与产品精度、生产节拍相匹配,否则会导致图像采集不完整、细节丢失。对于01005、0201等微型元件,需将相机分辨率调整至500万像素以上,确保清晰捕捉元件的引脚、电极细节,避免因分辨率不足导致的漏贴、极性反漏检;对于常规0402、0603元件,可选用300万像素相机,兼顾检测精度与生产节拍。
采集速度方面,需与贴片机、回流焊炉的生产节拍同步,避免采集速度过快导致图像模糊、细节丢失(引发漏检),或采集速度过慢影响生产效率。同时,调整相机焦距,确保相机聚焦在PCB板表面(焊点、元件所在平面),避免聚焦偏差导致的图像失真——若聚焦过深,会导致元件轮廓模糊;聚焦过浅,会导致焊点细节丢失,均会引发误判、漏检。
其三,优化缺陷判定阈值,避免标准过严或过松。缺陷判定阈值是AOI区分“合格”与“不良”的核心标准,也是导致误判、漏检的最常见原因。不同类型的缺陷,需设置对应的判定阈值,且需结合生产实际校准:比如元件偏移缺陷,需根据元件封装尺寸设置偏移阈值(01005元件偏移阈值通常≤0.05mm,0402元件≤0.1mm),阈值设置过严,会将轻微偏移(不影响焊接可靠性)判定为不良(误判);阈值设置过松,会导致严重偏移未被识别(漏检)。
同理,焊点桥连、少锡、虚焊的判定阈值,需结合焊膏量标准、焊点形态校准:比如少锡缺陷,可设置焊膏量阈值(低于标准焊膏量的80%判定为不良),避免将轻微焊膏不均判定为少锡;虚焊缺陷,可通过设置焊点灰度阈值(虚焊焊点灰度值高于正常焊点),精准识别隐性虚焊。此外,需开启“缺陷过滤”功能,过滤掉无关缺陷(如PCB板表面轻微划痕、灰尘),减少误判。
三、核心优化方向二:编程调试优化(针对性解决复杂缺陷)
若设备参数调整后,误判、漏检问题仍未解决,需重点优化AOI编程调试,结合产品特性、缺陷类型,完善检测规则,提升复杂缺陷的识别能力——编程调试的核心是“让AOI精准识别目标缺陷,忽略无关干扰”。
其一,优化检测区域设置,避免无效检测与漏检。AOI编程时,需根据PCB板的布局,精准设置检测区域,分为“必检区域”“可选区域”“忽略区域”:必检区域(如细间距元件、核心焊点、极性元件)需设置高精度检测,确保无漏检;可选区域(如常规电阻、电容的非关键焊点)可适当降低检测精度,兼顾效率;忽略区域(如PCB板边缘、无元件区域、标记点周围)需设置忽略,避免将灰尘、划痕误判为缺陷。
同时,针对不同封装的元件,设置对应的检测模板:比如BGA元件,需设置“底部焊点检测”模板,利用X-Ray与AOI联动,识别底部焊点空洞、虚焊(单纯AOI难以检测BGA底部缺陷,易漏检);极性元件(如二极管、LED),需设置“极性检测”模板,通过识别元件的极性标记(如色环、缺口),避免极性反漏检。此外,编程时需避开PCB板上的干扰元素(如丝印模糊、焊盘氧化痕迹),避免因干扰导致的误判。
其二,完善缺陷库,提升复杂缺陷识别能力。AOI的缺陷识别依赖缺陷库,若缺陷库不完善,对新型缺陷、复杂缺陷(如隐性虚焊、微小桥连、元件倾斜)的识别能力不足,会导致漏检。企业需定期收集生产中的不良品,将各类缺陷(包括新型缺陷、罕见缺陷)录入AOI缺陷库,标注缺陷特征(如灰度值、形态、尺寸),优化缺陷识别算法,让AOI逐渐适应本企业的产品缺陷类型。
例如,针对隐性虚焊(外观无明显异常,仅焊点内部结合不良),可收集这类缺陷的图像,标注其灰度值、焊点光泽度特征,优化算法,让AOI通过对比灰度值、光泽度,精准识别隐性虚焊;针对微小桥连(细间距元件引脚之间的微小连接),可放大缺陷图像,标注桥连的宽度、形态,调整检测精度,避免漏检。同时,定期更新缺陷库,删除无效缺陷数据,确保缺陷库的针对性和准确性。
其三,批量调试校准,确保检测一致性。编程完成后,需进行批量调试校准,选取100-200块合格PCB、50-100块各类不良PCB,放入AOI检测,记录误判、漏检情况,逐一对检测规则、参数进行微调。比如,若出现“合格产品误判为不良”,需适当放宽对应缺陷的判定阈值;若出现“不良品漏检”,需收紧判定阈值、优化检测模板。
批量校准后,需进行小批量试产(500-1000块PCB),持续跟踪检测结果,及时调整参数,确保AOI在批量生产中的检测一致性——避免因单块PCB调试合格,批量生产时出现误判、漏检反弹。此外,当产品型号更换、PCB设计变更、焊膏工艺调整时,需重新进行编程调试,避免沿用旧程序导致的检测偏差。
四、核心优化方向三:环境与物料管控(减少外部干扰)
AOI检测精度易受外部环境、物料质量的干扰,若环境管控不当、物料存在缺陷,即使设备参数、编程调试到位,也会出现误判、漏检,这一环节易被忽视,却至关重要。
其一,优化检测环境,减少干扰因素。AOI检测工位需设置在环境稳定的区域,避免靠近门窗、空调出风口、贴片机等设备:门窗处的气流、灰尘会影响图像采集,空调出风口的温度波动会导致相机、光源性能不稳定,贴片机的振动会导致PCB板定位偏差,均会引发误判、漏检。同时,控制车间温湿度在22±2℃、45%-60%RH,湿度超标(高于60%RH)会导致PCB板表面结露、反光,影响图像采集;湿度过低(低于45%RH)会产生静电,吸附灰尘,导致元件、焊点表面有污渍,引发误判。
此外,检测工位需保持清洁,定期清理桌面、AOI设备表面的灰尘、焊膏残留,避免灰尘落在PCB板表面,被误判为缺陷;避免检测工位有强光直射(如阳光、灯光直射),强光会导致PCB板反光,图像失真,引发误判。
其二,严控物料质量,减少源头干扰。物料质量缺陷(如PCB板焊盘氧化、丝印模糊,元件引脚变形、表面污渍,焊膏印刷不均),会被AOI误判为生产缺陷,或遮挡真实缺陷,导致漏检。企业需加强物料入厂检测:PCB板入厂时,检查焊膏是否氧化、丝印是否清晰,避免焊盘氧化导致的虚焊误判、丝印模糊导致的极性反漏检;元件入厂时,检查元件引脚是否变形、表面是否有污渍,避免引脚变形导致的偏移误判、表面污渍导致的漏贴误判;焊膏印刷后,检查焊膏是否均匀、有无残留,避免焊膏不均导致的少锡、桥连误判。
同时,优化物料存储与转运:PCB板、元件存储在洁净、干燥的环境中,避免氧化、污染;转运过程中,使用防静电周转箱,避免物料碰撞、摩擦导致的引脚变形、表面污渍,减少AOI检测的干扰因素。
五、核心优化方向四:人员操作规范(保障优化效果落地)
AOI的调整优化、日常维护,最终依赖操作人员的操作规范程度,若人员操作不规范,会导致参数偏移、编程失误、设备故障,进而引发误判、漏检,需从培训、操作、维护三个方面规范。
其一,加强人员培训,提升专业能力。AOI操作人员、编程人员需经过专业培训,熟练掌握设备参数调整、编程调试、日常维护的方法,了解不同产品、不同缺陷的检测要点:比如,编程人员需熟悉各类元件的封装特性、缺陷形态,能精准设置检测模板和判定阈值;操作人员需能识别常见的误判、漏检情况,及时反馈并协助调整参数。定期开展技能考核,确保操作人员具备对应的专业能力,避免因操作失误导致的检测偏差。
其二,规范日常操作流程。制定AOI日常操作规范,明确操作步骤:检测前,需检查设备状态(光源、相机、传输带),清洁设备和检测工位,校准相机焦距、光源亮度;检测过程中,需密切关注检测结果,及时筛选出误判、漏检的产品,记录缺陷类型和数量,反馈给编程人员调整参数;检测后,需清洁设备,关闭电源,整理检测数据,形成检测报告。严禁操作人员擅自调整设备参数、修改检测程序,若需调整,需经专业编程人员确认,避免操作失误。
其三,建立定期维护制度。AOI设备的定期维护,是保障检测精度、避免误判漏检的重要保障:每天检测结束后,清洁光源镜头、相机、传输带,去除灰尘、焊膏残留;每周检查设备线路、光源亮度,校准判定阈值;每月对设备进行全面检修,检查相机、光源的损耗情况,及时更换损坏的部件(如光源、镜头);每季度对编程程序、缺陷库进行优化,结合生产实际更新检测规则,确保设备始终处于良好状态。
六、结语
AOI误判、漏检的调整优化,是一个“找根源、分步骤、重落地”的系统工程,并非单一环节的调整就能解决,需结合设备参数、编程调试、环境物料、人员操作四大核心方面,全方位优化,才能提升检测准确率。其中,设备参数调整是基础,编程调试是核心,环境物料管控是保障,人员操作规范是关键,四大环节相互配合、缺一不可。
对于SMT企业而言,AOI检测准确率的提升,不仅能减少返工浪费、降低生产成本,还能提升产品可靠性,增强企业口碑。企业需摒弃“重使用、轻优化”的误区,建立AOI检测优化机制,定期收集检测数据,分析误判、漏检成因,针对性调整优化方案,同时加强人员培训和日常管控,确保优化效果长期落地。随着AOI技术的不断升级,结合AI智能识别算法的应用,未来AOI的缺陷识别能力、抗干扰能力将进一步提升,为SMT批量生产的质量管控提供更有力的支撑,助力企业实现高效、高质量生产。
凯胜电子为您提供从PCB线路板设计,PCB设计,PCB制作打样、PCBA加工、SMT贴片加工、电路板焊接、PCBA代工代料等一站式PCBA服务,为客户提供一条龙服务,让客户省心放心,同时也大大节约了客户的开发成本。



